In honor of Memorial Day Weekend coming up, we wanted to wish you all a Happy Memorial Day from Albina Co., Inc.!
This Memorial Day, we pause to remember and honor the men and women who gave their lives in service to our country.
At Albina, we know that strength takes many forms. Every day, we bend steel with precision, discipline, and teamwork — values that are also deeply rooted in military service.
We wanted to share a couple of the projects we have worked on to honor our military.

The first is the PT 658 Heritage. Located in Portland, Oregon this motor torpedo boat was restored to honor the soldiers who fought and worked on these boats during World War II. This is the “only completely authentically restored operating (floating) US Navy PT Boat in the world”. To learn more, visit the Save the PT Boat website: https://www.savetheptboatinc.com/history.htm
3" SCH10 BLK
1 pc bent to a 20" radius
4" SCH40 A53B ERW
1 pc bent per template
2" OD X .065 WALL T304 S/S SMLS
1 pc bent per drawing

The second is the Sandy Springs Veterans Memorial and Curtis Pittman’s “Be the Light” sculpture. Located in Sandy Springs, Georgia the sculpture stands at 30 feet tall and represents the cities gratitude toward their veterans. The park where the piece is located gives thanks to men and women who served in all branches of the military and hopes to inspire future generations as well. https://curtpittman.net/
For this project Albina bent 57 different segments of material.
CH 1” X 1” X 1/8” 6063-T52 ALUM
28 pcs bent to radii ranging from 4ft to 16ft.
4” OD X .313” WALL A500B
15 pcs bent to radii ranging from 8 ft to 15 ft.
2½” SCH40 A53B ERW
10 pcs bent to radii ranging from 3 ft to 7 ft.
3” SCH40 A53B ERW
4 pcs bent to radii ranging from 5 ft to 11 ft.

The third is the USS Arizona Memorial Visitor Center in Honolulu, Hawaii at Pearl Harbor. The Visitor Center welcomes guests looking to see the sunken ship and visit the memorial to give their respects.
6" X 4" X 5/16" ANGLE A36
19 lengths bent to drawings
2" OD X .109" WALL HREW
37 lengths bent to drawings
TS 2" X 2" X .120" WALL A513
17 lengths bent to drawings
TS 6" X 4" X .375" WALL A500 GR B
12 lengths bent to drawings
TS 12" X 4" X .625" WALL A500 GR B
3 lengths bent to drawings
8" X 4" X ½" ANGLE A36
3 lengths bent to drawings
TS 4" X 4" X .250" WALL A500 GR B
4 lengths bent to drawings
TS 12" X 4" X .375" WALL A500 GR B
7 lengths bent to drawings
TS 12" X 4" X .313" WALL A500 GR B
135 lengths bent to drawings
TS 12" X 6" X .313" WALL A500 GR B
24 lengths bent to drawings
TS 14" X 4" X .500" WALL A500 GR B
9 lengths bent to drawings
TS 16" X 8" X .625" WALL A500 GR B
16 lengths bent to drawings
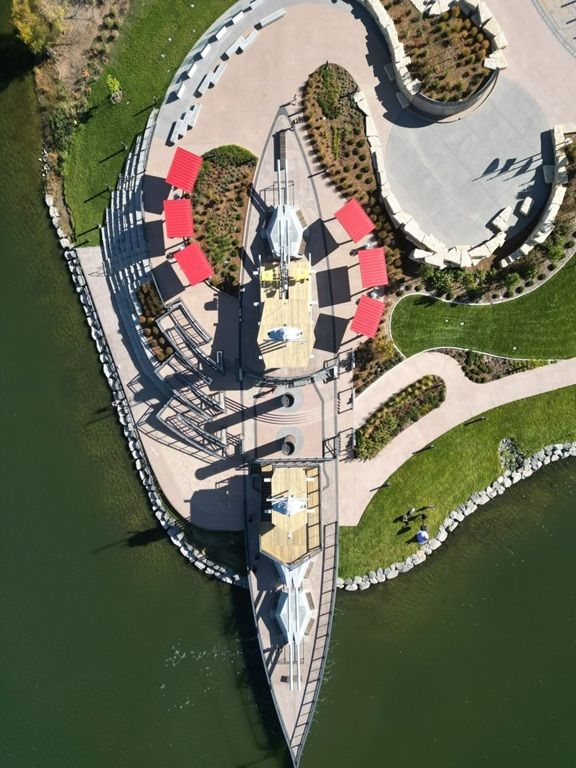
The fourth is the Adam’s County Veterans Memorial in Brighton, Colorado by Veltri Steel. This memorial is a replica of the USS Colorado and pays tribute to the ship that was operational from 1923 to 1947. It was the first of the four “Colorado Class” ships to be commissioned.
TS 6" X 2" X .188" WALL A500 GR C
2 pcs bent the hardway to a 37’-7” radius.
10 pcs bent the hardway to a 239’-6” radius
2" SCH40 A53B ERW
2 pcs bent to a 37’-7” radius.
10 pcs bent to a 239’-6” radius
1" SCH40 A53B ERW
31 pcs bent 90° to a 1½” radius

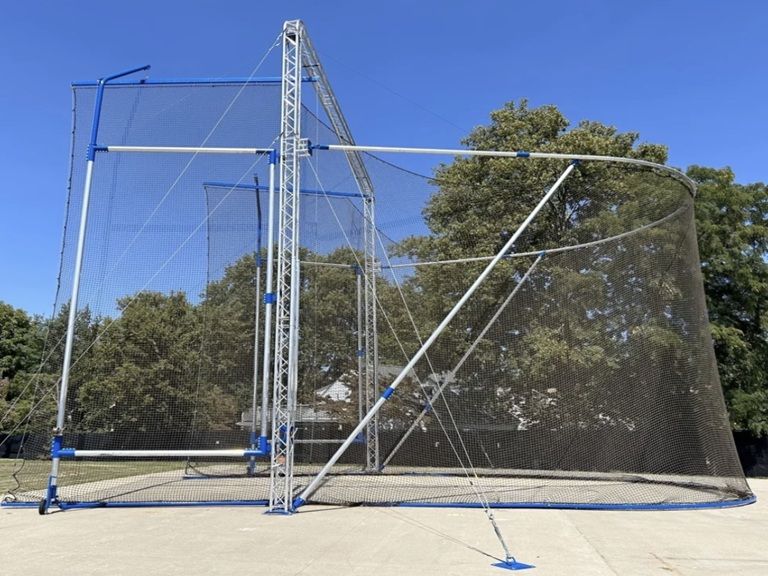
The fifth is the US Naval Academy Track and Field throws cage in Annapolis, Maryland by Dumble Athletics. This cage is used for events like the discus and hammer throws for the athletes competing at the Naval Academy.
Bending various pieces of
1½” SCH40 6063-T52 ALUM
2½” SCH40 A53B WHEELED
2½” SCH40 6063-T52 ALUM
3” SCH10 A53A
3” SCH40 6061-T6 ALUM

The sixth is another project at Pearl Harbor, the USS Bowfin Submarine Museum & Park in Honolulu, Hawaii. The submarine served in World War II as well as the Korean War and was known as the “Pearl Harbor Avenger”.
TS 12" X 6" X .625" WALL A500 GR B
3 pcs rolled the Easy Way to a 21 ft radius
TS 10" X 4" X .375" WALL A500 GR B
2 pcs rolled the Easy Way to a 42 ft radius
TS 12" X 4" X .375" WALL A500 GR B
18 pcs rolled. Some rolled the Hard way and others rolled the Easy way. Radii ranging from 13 ft to 231 ft
TS 10" X 6" X .375" WALL A500 GR B
3 pcs rolled the Easy Way to a 24 ft radius
W14 X 34# A992
2 pcs rolled the Easy Way to a 24 ft radius
4" X 4" X 3/8" ANGLE A36
4 pcs rolled the Leg Out to a 24 ft radius

Lastly, the seventh project we would like to highlight is the Silverbell Army Heliport Canopy near Marana, Arizona. Designed for both durability and function, this canopy was assembled for the training facility in 2015.
8" SCH20 A53B ERW WHEELED
7 pcs rolled to a 60’ radius
TS 8" X 8" X .250" WALL A500 GR B
9 pcs rolled to a 50’ radius
14 pcs rolled to an 89’6” radius
From all of us at Albina, thank you to our veteran employees, customers, families, and community members.
Wishing you a safe and meaningful Memorial Day.